Summary: Nadat het kleurstaalcoatingproces is voltooid, wordt de deur de sleutel geleverd die zich uitstrekt naar het uitga...
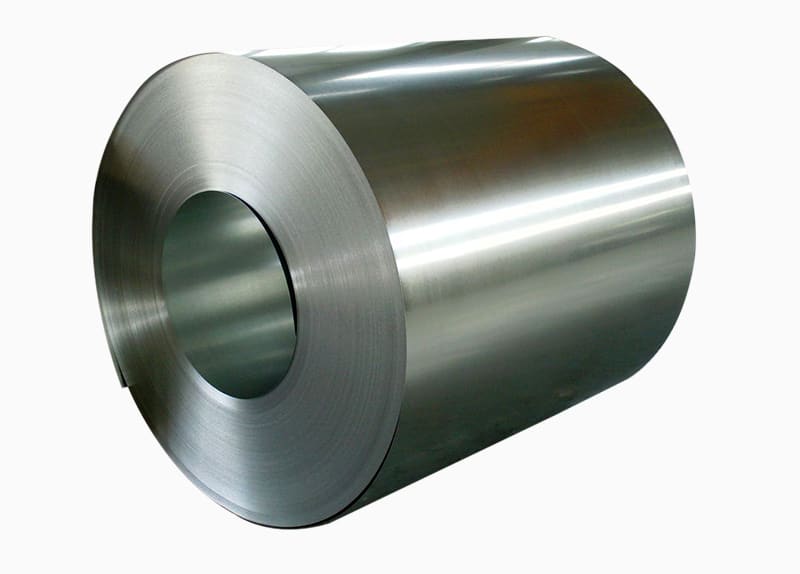
Nadat het kleurstaalcoatingproces is voltooid, wordt de deur de sleutel geleverd die zich uitstrekt naar het uitgangsgedeelte. De opslageenheid is leeg tijdens de normale werking van de productielijn. Wanneer het uitgangsgedeelte wordt gestopt en opgelost, blijft de betrouwbaar vanaf de rol verven. De oorspronkelijke staalrollen uit de processectie worden opnieuw opgeslagen.
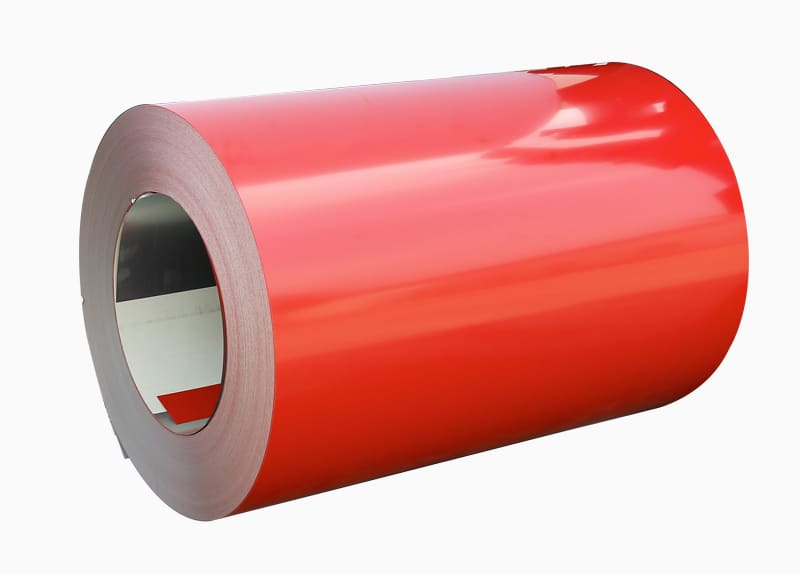
Nadat de volgende rol begint terug te spoelen, versnelt het uitgangsgedeelte en wordt de grijper eruit getrokken. De exportopslageenheid passeert twee stuurrollen en een sleutel om de juiste spanning in de opslageenheid te behouden, en zorgt voor naspanning voor de oprollen. De spoel gaat door de pallet, de rol en de palletknijp om de knipmachine te bereiken. Op de plaats waar het gewricht van de spoel wordt afgesneden, komt de stuurrol in de spoel om terug te spoelen.
Tussen de wikkelaar en de knipp bevindt zich een foto-elektrisch randcontroleapparaat. De sensor kan de rand van de spoel beïnvloeden, dat wil een signaal naar de wikkelaar sturen om de goot te laten volgen om ervoor te zorgen dat de bronstalen spoel wordt opgerold.
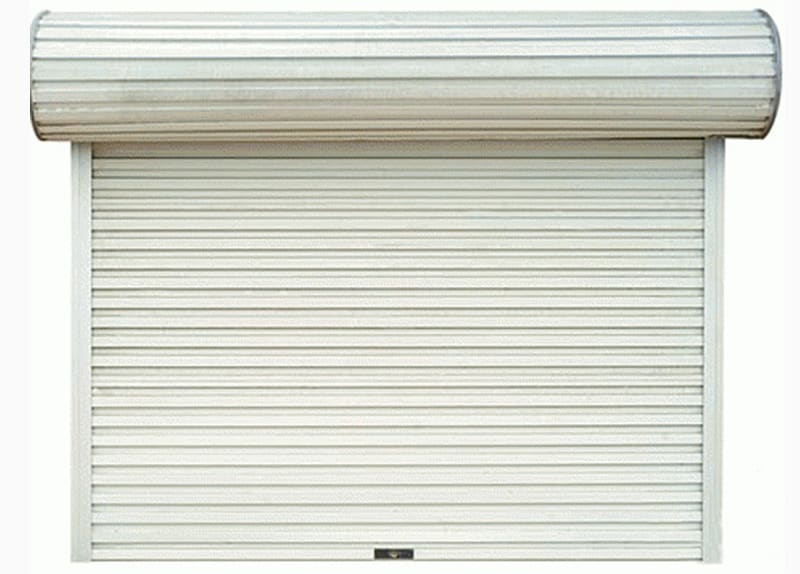
Wanneer de wikkelmachine de vereiste diameter bereikt, stopt de wikkelmachine, snijdt de spoelen af en de toevoerwagen wordt omhoog gebracht, waarbij de spoelen worden gemaakt, de hoofdas van de wikkelmachine zet uit en krimpt, en de toevoerwagen transporteert de stalen spoelen voor bundeling . En wegen.
De kop van de spoel wordt naar de wikkelaar volgende en de wikkelaar versnelt totdat de spoel in de stocker klaar is. Op deze manier draait het externe gedeelte op dezelfde snelheid als de totale productielijn.