- nr.8, zaolinweg,
Longxiang straat,
tongxiang, zhejiang, china - +86 573 89381086[email protected]
- DownloadsPDF-brochures
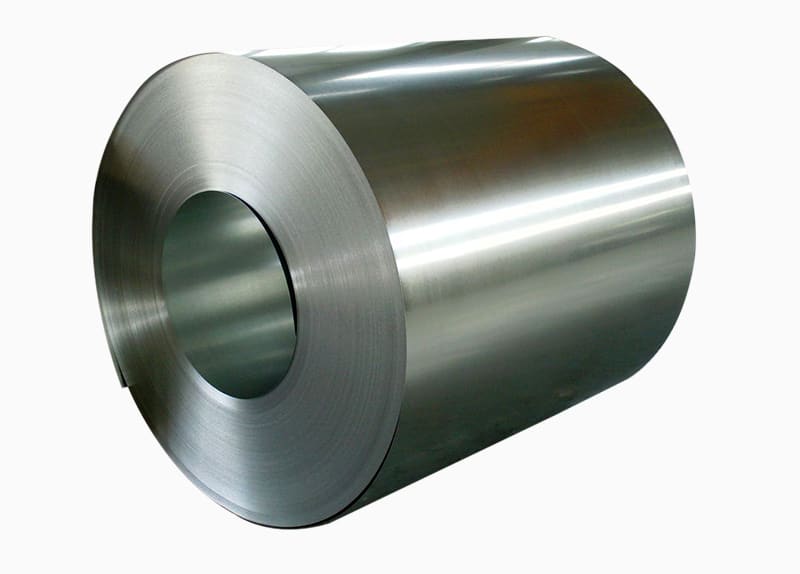
De reis van een stalen spoel begint lang voordat deze op een fabriek of bouwplaats aankomt. Het begint met grondstoffen – ijzererts, cokeskolen en kalksteen – die in een hoogoven worden gevoerd, waar ze worden gesmolten tot vloeibaar ruwijzer bij temperaturen boven de 1480 graden Celsius. Het gesmolten ijzer wordt vervolgens overgebracht naar een basiszuurstofoven (BOF) of vlamboogoven (EAF), waar onzuiverheden worden verwijderd en het koolstofgehalte zorgvuldig wordt aangepast om vloeibaar staal met de gewenste samenstelling te produceren.
Het vloeibare staal wordt continu tot dikke platen gegoten, doorgaans 200 tot 250 mm dik en tot 2 meter breed. Deze platen vormen het uitgangspunt voor alle platgewalste staalproducten, inclusief coils. Na het gieten worden de platen onmiddellijk verwerkt of opnieuw verwarmd in een plaatopwarmoven voordat ze de warmbandwalserij binnengaan, het apparaat dat het meest direct verantwoordelijk is voor de productie van warmgewalste staalrollen.
In de warmbandwalserij wordt de opnieuw verwarmde plaat geleidelijk tussen een reeks walsinstallaties geperst, waarbij elk walstuig de dikte verkleint terwijl de band langer wordt en sneller wordt. Tegen de tijd dat de strip de afwerkingstribunes verlaat, kan deze een snelheid van 80 km/u of meer hebben en is deze verkleind van een plaat van 250 mm naar een strip zo dun als 1,5 mm. De strip wordt vervolgens gekoeld op een uitlooptafel met behulp van gecontroleerde watersproeiers voordat hij door een downcoiler tot een spoel wordt gewikkeld. De oproltemperatuur wordt zorgvuldig beheerd omdat deze rechtstreeks van invloed is op de microstructuur en mechanische eigenschappen van het eindproduct.
Warmgewalste rollen kunnen voor veel toepassingen direct worden verkocht, maar voor toepassingen die nauwere toleranties, een betere oppervlaktekwaliteit of een hogere sterkte vereisen, is verdere verwerking nodig. De warmgewalste spiraal wordt eerst gebeitst – door een bad met zout- of zwavelzuur gevoerd – om de oxidehuid van het oppervlak te verwijderen. Dit levert een gebeitste en geoliede (P&O) spoel op, die direct kan worden gebruikt of kan worden doorgestuurd naar koudwalsen.
In de koudwalserij wordt de gebeitste strip bij kamertemperatuur verder in dikte verkleind, doorgaans met 50-90% van de binnenkomende dikte. Dit verbetert dramatisch de vlakheid, oppervlakteafwerking en maatnauwkeurigheid, terwijl ook de vloeigrens wordt verhoogd door verharding. De koudgewalste spoel wordt vervolgens uitgegloeid – verwarmd in een oven met gecontroleerde atmosfeer – om de ductiliteit te herstellen die verloren gaat tijdens koudverwerken. Moderne continugloeilijnen kunnen spoelen met hoge snelheid verwerken, terwijl batchgloeien (met behulp van klokovens) wordt gebruikt voor producten die een zeer zachte temperering vereisen.
Na het gloeien ondergaan koudgewalste rollen doorgaans een temperwalsgang - een lichte reductie van ongeveer 0,5-2% - waardoor de rek van het vloeipunt wordt geëlimineerd (een fenomeen dat tijdens het vormen oppervlaktemarkeringen zou veroorzaken die Lüders-lijnen worden genoemd), en de oppervlakteafwerking en vlakheid van de strip wordt verfijnd. Spoelen met vlakheidsdefecten kunnen ook worden verwerkt via een spanningsnivelleringslijn, die de strip uitrekt om golven, spoelset of kruisboog te verwijderen.
Een groot deel van de wereldwijd gebruikte staalrollen krijgt een beschermende of decoratieve coating voordat ze de eindgebruiker bereiken. Coatinglijnen zijn continue, snelle bewerkingen waarbij de stalen strip in één enkele doorgang door de lijn wordt gereinigd, voorbehandeld, gecoat en gedroogd of uitgehard. Het type coating dat wordt aangebracht, bepaalt de corrosieweerstand, vervormbaarheid, overschilderbaarheid en het uiterlijk van het oppervlak van het eindproduct.
In een continue thermisch verzinklijn wordt de stalen strip gereinigd en uitgegloeid in een beschermende atmosfeer voordat deze wordt ondergedompeld in een bad van gesmolten zink van ongeveer 460°C. Wanneer de strip de zinkpot verlaat, blazen luchtmessen het overtollige zink weg om de laagdikte te controleren. Het gewicht van de zinklaag – uitgedrukt in gram per vierkante meter (g/m²) – varieert van Z60 (60 g/m²) voor lichte binnentoepassingen tot Z275 (275 g/m²) voor veeleisende buiten- of structurele toepassingen. Het zink hecht zich metallurgisch aan het staaloppervlak en biedt zowel barrièrebescherming als kathodische (opofferings)bescherming die voorkomt dat roest zich verspreidt, zelfs als de coating bekrast is.
Coilcoating is een van de meest efficiënte verfprocessen in de productie. De stalen strip doorloopt een reeks chemische voorbehandelingsfasen, het aanbrengen van een primer en het aanbrengen van een toplaag met behulp van rolcoaters, met tussen elke fase een uithardingsoven. Het hele proces gebeurt in één continue doorgang met stripsnelheden tot 200 meter per minuut. Het resultaat is een voorgelakte stalen spoel met een zeer consistente, duurzame afwerking, waardoor verven na de fabricage niet meer nodig is. Coatings omvatten polyester, PVDF (polyvinylideenfluoride), SMP (siliciumgemodificeerd polyester) en plastisol, die elk verschillende compromissen bieden op het gebied van flexibiliteit, UV-bestendigheid en chemische bestendigheid.
Stalen spoelen worden geclassificeerd volgens nationale en internationale normen die aanvaardbare chemische samenstelling, mechanische eigenschappen, maattoleranties en oppervlaktekwaliteit definiëren. De belangrijkste standaardsystemen die u tegenkomt zijn:
| Standaard systeem | Oorsprong | Voorbeelden van algemene cijfers | Typisch gebruik |
| JIS (Japanse industriële standaard) | Japan | SPCC, SPCD, SGCC, SGHC | Automotive, apparaten, bouw |
| EN (Europase Norm) | Europe | DC01, DC04, DX51D, S355 | Algemene vormende, structurele, gecoate producten |
| ASTM (American Society for Testing en Materialen) | VS | A1008, A1011, A653, A36 | Bouw-, industriële-, gegalvaniseerde producten |
| GB (Guojia Biaozhun) | China | Q235, Q345, ST12, ST14 | Structureel, koudvervormen, tekenen |
Veel van deze kwaliteitsaanduidingen zijn in wezen gelijkwaardig wat betreft materiaalprestaties, ook al verschillen de naamgevingsconventies. JIS SPCC, EN DC01 en ASTM A1008 CS Type B zijn bijvoorbeeld allemaal standaard koudgewalste staalsoorten van commerciële kwaliteit met grotendeels vergelijkbare eigenschappen. Wanneer u in internationale toeleveringsketens werkt, vraag dan altijd om kruisverwijzingsdocumentatie of laat uw metallurg de gelijkwaardigheid bevestigen voordat u kwaliteiten vervangt.

Stalen spoelen vormen de ruggengraat van de moderne productie. De enorme veelzijdigheid van platgewalst staal – in zijn verschillende vormen, kwaliteiten en coatings – betekent dat het in vrijwel elke sector van de economie opduikt. Hier vindt u een overzicht van de belangrijkste toepassingsgebieden:
De auto-industrie is wereldwijd een van de grootste verbruikers van staalrollen. Koudgewalste en gegalvaniseerde rollen worden in carrosseriepanelen, deurbekledingen, motorkappen, spatborden en structurele versterkingen gestempeld. Spoelen van hoog- en ultrasterk staal (UHSS) – met vloeisterktes van meer dan 600 MPa – worden steeds vaker gebruikt in veiligheidskritische onderdelen zoals B-stijlen, deurbalken en bumperversterkingen, waar ze botsenergie absorberen terwijl autofabrikanten het gewicht kunnen verminderen en aan de doelstellingen voor brandstofbesparing kunnen voldoen.
Voorgelakte en gegalvaniseerde stalen spoelen worden gerolvormd tot dakpanelen, wandbekleding, gordingen, stalen framestijlen en gootstukken. Warmgewalste structurele spoelen worden gesneden en gevormd tot holle profielen, hoeken en kanalen die worden gebruikt in gebouwen met stalen frame, magazijnen en industriële constructies. De vraag van de bouwsector naar gecoate rollen wordt sterk gedreven door de behoefte aan duurzame, onderhoudsarme gebouwschillen onder alle klimaatomstandigheden.
Trommels van wasmachines, koelkastkasten, ovenbekledingen en behuizingen van airconditioners zijn allemaal gemaakt van koudgewalste of voorgelakte stalen spoelen. De apparatenindustrie vereist een consistente oppervlaktekwaliteit en nauwe diktetoleranties om ervoor te zorgen dat panelen zonder gebreken kunnen worden gevormd, gelast en geverfd. Vingerafdrukbestendig gecoate stalen spoelen – met een speciale oppervlaktebehandeling die zichtbare vingerafdrukken minimaliseert – zijn steeds populairder geworden voor hoogwaardige apparaatafwerkingen.
Blik – koudgewalst staal bedekt met een heel dun laagje tin – is een van de oorspronkelijke gecoate staalproducten en blijft onmisbaar voor voedsel- en drankblikjes, spuitbussen en verfblikken. Het gebruikte staal moet extreem dun zijn (zo laag als 0,1 mm), zeer vlak en vrij van oppervlaktedefecten om te kunnen worden gevormd met de hoge snelheden van moderne blikkenproductielijnen. Tinvrij staal (TFS), bekleed met chroomoxide in plaats van tin, wordt ook veel gebruikt als kosteneffectief alternatief in non-foodverpakkingen.
Stalen spoelen spelen een steeds grotere rol in de energiesector. Elektrische staalspoelen – met silicium gelegeerde koudgewalste strips met zorgvuldig gecontroleerde magnetische eigenschappen – worden tot lamellen gestanst voor elektromotorkernen en transformatorkernen. Naarmate het aantal elektrische voertuigen en installaties voor hernieuwbare energie groeit, neemt de vraag naar hoogefficiënte elektrische staalrollen toe. Montagesystemen voor zonnepanelen, windtorensecties en pijpleidingstaal worden ook vervaardigd uit platgewalste spoelproducten.
Zelfs van gerenommeerde fabrieken kunnen staalrollen gebreken vertonen; sommige zijn afkomstig van het staalproductieproces, andere zijn ontstaan tijdens het walsen, coaten of oprollen. Door deze gebreken te herkennen, kunt u beslissen of materiaal geschikt is voor gebruik, moet worden gedegradeerd of moet worden afgekeurd. De meest voorkomende defecttypen zijn:
Met hoge roestwerende prestaties worden ze populair gebru...
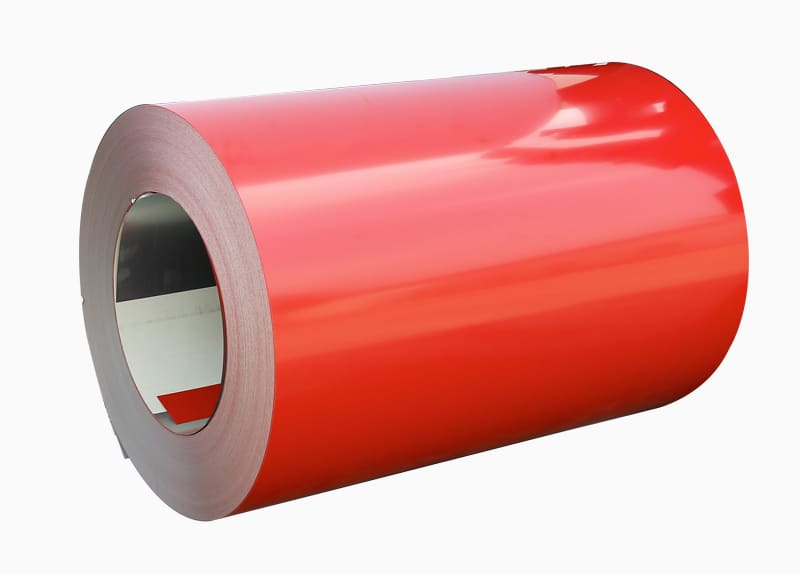
De volledige naam PPGI / PPGL COIL is een voorgelakte geg...
Haven: Zhejiang, China Voordelen van onze voorgelakte ...

TOEPASSING VAN PPGI Constructie:Buiten:Werkplaats, lan...




