- nr.8, zaolinweg,
Longxiang straat,
tongxiang, zhejiang, china - +86 573 89381086[email protected]
- DownloadsPDF-brochures
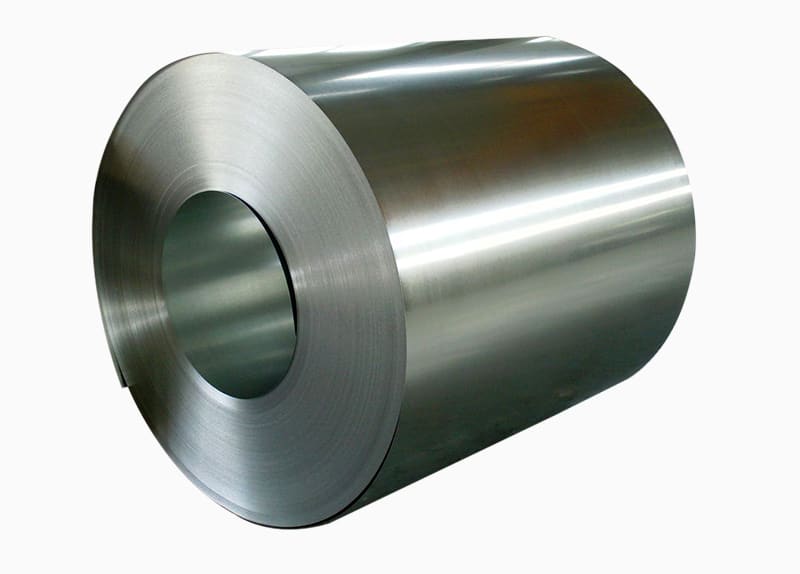
Warmgewalste staalrollen zijn een van de meest gebruikte staalsoorten in de moderne productie en constructie. Deze grote rollen plaatstaal worden geproduceerd via een walsproces bij hoge temperaturen, waardoor een veelzijdig materiaal ontstaat dat geschikt is voor alles, van bouwconstructies tot autoframes. Als u in de bouw, productie of metaalproductie werkt, kan het begrijpen van warmgewalste staalrollen u helpen betere materiaalkeuzes te maken, de kosten onder controle te houden en superieure resultaten te bereiken in uw projecten.
Warmgewalste staalrollen worden gemaakt via een productieproces dat ruw staal omzet in platte, flexibele platen die tot massieve spoelen zijn gewikkeld. De aanduiding "warmgewalst" verwijst naar de temperatuur waarbij het staal wordt verwerkt - boven de herkristallisatietemperatuur, doorgaans boven de 1700 ° F. Deze verwerking onder hoge temperaturen geeft warmgewalst staal zijn karakteristieke eigenschappen en onderscheidt het van koudgewalste alternatieven.
Het productietraject begint bij de staalfabriek, waar grondstoffen zoals ijzererts, steenkool en kalksteen in hoogovens worden samengesmolten om gesmolten staal te creëren. Dit vloeibare metaal wordt vervolgens gegoten in grote rechthoekige platen die 'blooms' of knuppels worden genoemd. Deze halffabrikaten kunnen meerdere tonnen wegen en dienen als uitgangspunt voor het warmwalsproces.
Zodra de platen zijn gevormd, worden ze in gespecialiseerde ovens opnieuw verwarmd tot temperaturen boven de 2000 ° F totdat ze helder oranje of geel gloeien. Deze extreme hitte maakt het staal buigzaam en klaar om te walsen. De verwarmde platen gaan vervolgens door een reeks massieve walserijen die de dikte geleidelijk verminderen en de lengte vergroten. Zie het als het uitrollen van deeg: elke keer dat je door de rollen gaat, wordt het staal dunner en langer.
Terwijl het staal door meerdere walsstellingen gaat, persen hogedrukrollen het tot steeds dunnere platen. Het aantal passages en de uitgeoefende druk bepalen de uiteindelijke dikte van de spoel. Moderne molens gebruiken computergestuurde besturingen om nauwkeurige diktetoleranties te handhaven over de gehele lengte van de spoel, die zich over honderden meters kan uitstrekken.
Nadat de gewenste dikte is bereikt, gaat de hete staalplaat door koelbedden of watersproeiers om de temperatuur op een gecontroleerde manier te verlagen. Dit koelproces beïnvloedt de uiteindelijke mechanische eigenschappen en korrelstructuur van het staal. Ten slotte wordt het gekoelde staal met behulp van gespecialiseerde oprolapparatuur tot strakke rollen gewikkeld. Deze afgewerkte rollen kunnen tussen de 10 en 30 ton wegen en 3 tot 1,8 meter breed zijn, klaar voor verzending naar fabrikanten en fabrikanten over de hele wereld.
Warmgewalste staalrollen bezitten verschillende fysieke en mechanische eigenschappen die rechtstreeks voortvloeien uit hun verwerking bij hoge temperaturen. Als u deze kenmerken begrijpt, kunt u bepalen wanneer warmgewalst staal de juiste keuze is voor uw toepassing.
De oppervlakteafwerking van warmgewalst staal is een van de meest herkenbare kenmerken. Doordat het staal bij hoge temperaturen wordt verwerkt, vormt zich tijdens het afkoelen een laagje ijzeroxideaanslag op het oppervlak. Deze schaal geeft warmgewalst staal zijn karakteristieke ruwe, licht ontpitte uiterlijk en donkergrijze kleur. Hoewel voor sommige toepassingen deze aanslag moet worden verwijderd door middel van beitsen of gritstralen, omarmen veel toepassingen deze industriële afwerking zoals ze is.
Maattoleranties bij warmgewalst staal zijn over het algemeen losser dan bij koudgewalste alternatieven. De verwerking bij hoge temperaturen maakt het een uitdaging om extreem strakke dikte- en breedtespecificaties te handhaven. Typische diktetoleranties variëren van ±0,030 tot ±0,060 inch, afhankelijk van de materiaaldikte en kwaliteit. Voor toepassingen die nauwkeurige afmetingen vereisen, kan koudgewalst staal of aanvullende bewerking noodzakelijk zijn.
De mechanische eigenschappen van warmgewalst staal omvatten een goede ductiliteit en vervormbaarheid, waardoor het geschikt is voor buig-, stempel- en andere fabricageprocessen. Het materiaal vertoont een matige treksterkte, doorgaans variërend van 400 tot 550 MPa, afhankelijk van de specifieke kwaliteit. De vloeigrens varieert op vergelijkbare wijze, afhankelijk van de samenstelling en verwerkingsparameters. Deze eigenschappen maken warmgewalste rollen ideaal voor structurele toepassingen waarbij hoge sterkte gecombineerd met verwerkbaarheid essentieel is.
Bij warmgewalst staal zijn de interne spanningen minimaal, omdat het materiaal na verwerking op natuurlijke wijze afkoelt zonder extra koude bewerking. Deze spanningsvrije toestand maakt warmgewalst staal minder gevoelig voor kromtrekken of terugveren tijdens de fabricage, wat een aanzienlijk voordeel is bij het vormen van grote onderdelen of complexe vormen.
Warmgewalste staalrollen zijn verkrijgbaar in talrijke kwaliteiten en specificaties, ontworpen voor verschillende toepassingen en prestatie-eisen. Door de juiste kwaliteit te selecteren, zorgt u ervoor dat uw project voldoet aan de structurele, vervormbaarheids- en kostendoelstellingen.
| Graadaanduiding | Primaire kenmerken | Typische toepassingen |
| A36 | Algemeen constructiestaal, goede lasbaarheid, opbrengst 36 ksi | Gebouwen, bruggen, algemene fabricage |
| ASTM A1011 | Warmgewalste koolstofstalen platen, verschillende sterkteniveaus | Auto-onderdelen, apparaten, metalen gebouwen |
| HSLA (A572) | Laaggelegeerd materiaal met hoge sterkte, opbrengst 50-65 ksi, verbeterde taaiheid | Zwaar materieel, drukvaten, structurele steunen |
| SS-klasse 40 | Structurele kwaliteit, minimaal rendement van 40 ksi, economy-kwaliteit | Frame, niet-kritische structurele componenten |
| CS-type B | Commerciële kwaliteit, matige vervormbaarheid | Rekken, behuizingen, lichte toepassingen |
| DDS (tekenkwaliteit) | Uitstekende vervormbaarheid voor dieptrekbewerkingen | Carrosseriepanelen voor auto's, complexe vormdelen |
Naast deze standaardkwaliteiten voorzien gespecialiseerde warmgewalste rollen in specifieke industriële behoeften. Verweringsstaalsoorten zoals A588 ontwikkelen een beschermende roestpatina waardoor schilderen bij buitentoepassingen niet meer nodig is. Slijtvaste kwaliteiten zoals AR400 of AR500 bieden uitzonderlijke hardheid voor toepassingen zoals dumptruckbedden of mijnbouwapparatuur waar slijtvastheid van cruciaal belang is.
Diktebereiken voor warmgewalste rollen variëren doorgaans van 0,050 inch (1,27 mm) tot 0,500 inch (12,7 mm) of meer, hoewel het meest voorkomende bereik tussen 0,075 en 0,250 inch ligt. Dunnere meters bieden een betere vervormbaarheid, terwijl dikkere materialen een grotere structurele capaciteit bieden. De breedte varieert van 24 inch tot meer dan 72 inch, waarbij 48 en 60 inch standaardformaten zijn die bij veel toepassingen verspilling minimaliseren.
De keuze tussen warmgewalste en koudgewalste staalrollen vertegenwoordigt een van de meest fundamentele beslissingen bij de metaalselectie. Elke verwerkingsmethode creëert verschillende eigenschappen die geschikt zijn voor verschillende toepassingen, en het begrijpen van deze verschillen voorkomt kostbare fouten in de materiaalspecificatie.
Temperatuur tijdens verwerking is het belangrijkste onderscheid. Warmgewalst staal wordt gevormd bij temperaturen boven 1700 ° F, terwijl het materiaal in een verzachte staat blijft. Koudgewalst staal daarentegen wordt bij kamertemperatuur verwerkt nadat met warmgewalste rollen is begonnen. Deze koude bewerking verhardt het staal door spanningsharding en zorgt voor een strakkere maatvoering.
De kwaliteit van de oppervlakteafwerking verschilt dramatisch tussen de twee. Warmgewalst staal heeft een ruw, geschubd oppervlak dat ontstaat door oxidatie bij hoge temperaturen. Koudgewalst staal heeft een gladde, zuivere afwerking met een helder uiterlijk omdat de schilfers tijdens de verwerking worden verwijderd en het materiaal extra afwerkingsstappen ondergaat. Als uw toepassing schilderen, plateren of een gepolijst uiterlijk vereist, biedt koudgewalst staal een beter startoppervlak.
Dimensionale precisie is sterk in het voordeel van koudgewalste producten. Door de verwerking bij kamertemperatuur kunnen fabrikanten veel nauwere toleranties aanhouden, met diktevariaties zo klein als ±0,005 inch vergeleken met ±0,030 inch of meer voor warmgewalst. Toepassingen die nauwkeurige passingen, consistente buigradii of een uniform uiterlijk vereisen, profiteren van de superieure maatvoering van koudgewalst staal.
Kostenoverwegingen geven over het algemeen de voorkeur aan warmgewalst staal omdat het minder verwerkingsstappen en minder energie vereist om te produceren. Warmgewalste rollen kosten doorgaans 10-20% minder dan gelijkwaardig koudgewalst materiaal. Voor grote structurele projecten waarbij oppervlakteafwerking en nauwe toleranties niet van cruciaal belang zijn, levert warmgewalst staal aanzienlijke kostenbesparingen op zonder dat dit ten koste gaat van de prestaties.
Sterkte- en hardheidskenmerken verschillen vanwege de verwerkingsmethoden. Koudgewalst staal is harder en sterker dan warmgewalst staal van dezelfde kwaliteit als gevolg van verharding tijdens de koude verwerking. Deze grotere sterkte gaat echter gepaard met een verminderde ductiliteit, waardoor koudgewalst staal gevoeliger wordt voor scheuren tijdens zware vervormingsbewerkingen. De combinatie van matige sterkte en uitstekende ductiliteit van warmgewalst staal maakt het ideaal voor toepassingen waarbij aanzienlijke vervormingen of buigingen nodig zijn.
Warmgewalste staalrollen dienen als essentiële grondstoffen in vrijwel elke industriële sector. Hun veelzijdigheid, kracht en kosteneffectiviteit maken ze onmisbaar voor talloze toepassingen, van enorme infrastructuurprojecten tot alledaagse consumentenproducten.
De bouwsector vertegenwoordigt de grootste verbruiker van warmgewalste staalrollen. Constructiestaal voor gebouwen, bruggen en infrastructuur is sterk afhankelijk van warmgewalste producten. Fabrikanten van metaalgebouwen zetten warmgewalste rollen om in wandpanelen, dakbedekking en structurele framedelen. Dankzij de hoge sterkte-gewichtsverhouding van het materiaal kunnen ingenieurs efficiënte constructies ontwerpen die het materiaalgebruik minimaliseren en tegelijkertijd aan de belastingseisen voldoen. Versterkingsmaterialen, steunbalken en funderingscomponenten beginnen allemaal als warmgewalste rollen.
De automobielindustrie verbruikt enorme hoeveelheden warmgewalst staal voor voertuigframes, chassiscomponenten en structurele versterkingen. Terwijl carrosseriepanelen doorgaans gebruik maken van koudgewalst of gecoat staal voor de oppervlaktekwaliteit, bevat de onderliggende structuur van de meeste voertuigen warmgewalst staal vanwege de sterkte en vormbaarheid ervan. Vrachtwagenframes, dwarsbalken en ophangingscomponenten profiteren vooral van de combinatie van taaiheid en kosteneffectiviteit van warmgewalst staal.
De productie van buizen en buizen begint met warmgewalste rollen die in stroken worden gesneden en vervolgens tot ronde of gevormde profielen worden gevormd. Zowel de productieprocessen van gelaste als naadloze buizen maken gebruik van warmgewalst staal als grondstof. Olie- en gaspijpleidingen, structurele buizen, mechanische buizen en talloze andere buisproducten vinden hun oorsprong in warmgewalst spiraalstaal.
Fabrikanten van zware apparatuur en machines vertrouwen op warmgewalst staal voor alles, van bulldozerbladen tot frames voor landbouwwerktuigen. Het materiaal is bestand tegen misbruik van grondverzetmachines, mijnbouwmachines en industriële productieapparatuur. Slijtvaste warmgewalste soorten blinken vooral uit in toepassingen waarbij sprake is van stoten, schuren of zware belastingen.
Hoewel warmgewalste staalrollen voor veel toepassingen in gewalste toestand kunnen worden gebruikt, verbeteren verschillende oppervlaktebehandelingen de prestaties, het uiterlijk of de corrosieweerstand. Als u deze opties begrijpt, kunt u de juiste oppervlaktevoorbereiding voor uw specifieke vereisten specificeren.
Bij beitsen wordt de walshuid van warmgewalst staal verwijderd via een chemisch bad, meestal met behulp van zoutzuur of zwavelzuur. Door dit proces wordt schoon staal aan de onderkant zichtbaar, waardoor een grijs mat oppervlak ontstaat dat vrij is van oxidatie. Na het beitsen krijgt het staal een lichte oliecoating om roest tijdens opslag en transport te voorkomen. Gebeitst en geolied warmgewalst staal, vaak HRPO genoemd, biedt een uitstekend oppervlak voor lassen, schilderen of verdere verwerking. Het kost iets meer dan standaard warmgewalst staal, maar aanzienlijk minder dan koudgewalst staal, terwijl het een schoner startoppervlak biedt.
Warmgewalste rollen kunnen worden gegalvaniseerd door ze onder te dompelen in gesmolten zink om een beschermende coating te creëren. Dit gegalvaniseerde, warmgewalste staal, vaak gegalvaniseerd genoemd als het na het coaten met warmte wordt behandeld, biedt uitstekende corrosieweerstand voor buitentoepassingen. De zinklaag offert zichzelf op om het onderliggende staal te beschermen tegen roest en oxidatie. Gegalvaniseerde warmgewalste rollen zijn populair voor dakbedekking, gevelbeplating, kanaalwerk en elke toepassing die wordt blootgesteld aan weer of vocht.
Bij mechanisch ontkalken door middel van gritstralen worden met hoge snelheid stalen of keramische deeltjes gebruikt om de walshuid fysiek te verwijderen en een gestructureerd oppervlakteprofiel te creëren. Deze behandeling bereidt het staal voor op coatingtoepassingen door een opgeruwd oppervlak te verschaffen dat de hechting van de verf verbetert. Kogelstralen is gebruikelijk voor constructiestaal dat ter plaatse wordt geverfd of voor toepassingen die specifieke oppervlakteruwheidsparameters vereisen.
Veel fabrikanten brengen na de fabricage verf of poedercoating aan op warmgewalste stalen onderdelen. Een goede voorbereiding van het oppervlak, inclusief reinigen, ontvetten en soms aanbrengen van conversiecoatings, zorgt voor een goede verfhechting en langdurige bescherming tegen corrosie. Poedercoaten is steeds populairder geworden vanwege de duurzaamheid, de voordelen voor het milieu en de ruime keuze aan kleuren.
Het kopen van warmgewalste staalrollen vereist inzicht in de marktdynamiek, prijsmechanismen en praktische logistiek die van invloed zijn op uw totale aanschafkosten. Slimme inkoopstrategieën kunnen aanzienlijke besparingen opleveren en tegelijkertijd de beschikbaarheid van materiaal garanderen wanneer u het nodig heeft.
De prijzen van basismetalen fluctueren voortdurend op basis van mondiale vraag en aanbod, grondstofkosten en economische omstandigheden. Staalprijzen worden doorgaans per ton of per honderdgewicht (cwt) vermeld en variëren per regio, fabriek en huidige marktomstandigheden. Belangrijke factoren die de prijzen beïnvloeden zijn onder meer de kosten van ijzererts, energieprijzen, de beschikbaarheid van schroot en het internationale handelsbeleid, inclusief tarieven en quota.
Extra's en toeslagen verhogen de basisprijs en kunnen de totale kosten aanzienlijk beïnvloeden. Veel voorkomende toeslagen zijn legeringstoeslagen voor specifieke chemische samenstellingen, maattoeslagen voor afwijkende breedtes of diktes, hoeveelheidstoeslagen voor kleine bestellingen en bewerkingstoeslagen voor speciale oppervlaktebehandelingen. Sommige fabrieken passen ook brandstoftoeslagen, vrachtkosten of andere vergoedingen toe die variëren afhankelijk van de marktomstandigheden. Vraag altijd om gespecificeerde prijzen waarin deze componenten worden uitgesplitst, zodat u offertes nauwkeurig kunt vergelijken.
De bestelhoeveelheid heeft een dramatische invloed op de eenheidsprijs. Staalfabrieken geven de voorkeur aan het produceren van grote series met dezelfde specificatie om de efficiëntie te maximaliseren, dus voor kleine bestellingen gelden doorgaans hogere prijzen. De breekpunten variëren per fabriek, maar bestellingen van 20-40 ton of meer komen over het algemeen in aanmerking voor een betere prijs dan kleinere hoeveelheden. Zorg er echter voor dat u de volumekortingen afzet tegen de voorraadkosten en het risico van veroudering; als u meer koopt dan u binnen een redelijk tijdsbestek kunt gebruiken, kan dit de schijnbare besparingen tenietdoen.
De doorlooptijden variëren afhankelijk van of u rechtstreeks in de fabriek bestelt of bij een servicecentrum. Fabrieksbestellingen vereisen doorgaans 6 tot 12 weken voor productie en levering, terwijl servicecentra gangbare maten op voorraad hebben voor onmiddellijke beschikbaarheid. Servicecentra rekenen meerprijzen dan de fabrieksprijzen, maar bieden waardevolle diensten, waaronder op lengte snijden, slitten en kleinere minimumhoeveelheden.
Contract- versus spot-aankoopstrategieën bieden elk voordelen. Langetermijncontracten leggen de prijzen vast voor meerdere leveringen gedurende maanden of jaren, waardoor ze worden beschermd tegen prijspieken, maar mogelijk kansen missen als de prijzen dalen. Spotaankopen bieden flexibiliteit bij het timen van aankopen tijdens gunstige markten, maar stellen u bloot aan prijsvolatiliteit. Veel bedrijven maken gebruik van hybride benaderingen, waarbij contracten worden gesloten voor basisbehoeften en spot-buy voor de variabele vraag.
Een juiste opslag en behandeling van warmgewalste staalrollen beschermt uw investering en zorgt ervoor dat het materiaal tot gebruik in goede staat blijft. Deze enorme, zware objecten vereisen specifieke voorzorgsmaatregelen om schade, letsel en kwaliteitsverlies te voorkomen.
Coilopslag vereist voldoende ruimte en goede ondersteuningsstructuren. Bewaar spoelen rechtop op houten of metalen zadels die het gewicht gelijkmatig verdelen en puntbelasting voorkomen die de spoel zou kunnen vervormen. Stapel de spoelen nooit horizontaal, omdat het gewicht de binnenwikkels permanent kan beschadigen. Houd een afstand van ten minste 15 cm aan tussen de grond en de bodem van de spoel om vochtophoping en roestvorming te voorkomen. Binnenopslag is ideaal, maar als buitenopslag noodzakelijk is, bedek de batterijen dan met waterdichte zeilen en laat luchtcirculatie toe om condensatie te voorkomen.
Milieucontrole voorkomt corrosie en kwaliteitsproblemen. Het kale oppervlak van warmgewalst staal is gevoelig voor roest bij blootstelling aan vocht. Onderhoud opslagruimten met een luchtvochtigheid van minder dan 50% indien mogelijk en zorg voor goede ventilatie om condensatie te voorkomen. Zelfs met olie gecoate batterijen kunnen gaan roesten als ze gedurende langere perioden in vochtige omstandigheden worden bewaard. Bij sommige bedrijven worden ontvochtigers of corrosieremmende additieven gebruikt in opslagruimten waar kritieke materialen worden verwerkt.
Veilige hanteringsprocedures zijn essentieel gezien het gewicht en de grootte van stalen rollen. Een typische rol weegt 15-30 ton, waardoor bovenloopkranen, rolheffers of gespecialiseerde apparatuur voor verplaatsing nodig zijn. Gebruik nooit chokers of stroppen die de randen van de spoel kunnen beschadigen of ervoor kunnen zorgen dat de lading onverwachts verschuift. Coilgrijpers of C-haken die speciaal zijn ontworpen voor het hanteren van coils, bieden de veiligste hijsmethode. Zorg ervoor dat alle hijsapparatuur geschikt is voor het rolgewicht en dat er voldoende veiligheidsfactoren zijn.
Het omzetten van warmgewalste staalrollen in eindproducten omvat verschillende fabricageprocessen, elk met specifieke overwegingen om optimale resultaten te bereiken. Als u begrijpt hoe warmgewalst staal zich gedraagt tijdens verschillende bewerkingen, kunt u een efficiënte productie plannen en veelvoorkomende problemen voorkomen.
Slitten transformeert hoofdspoelen in smallere breedtes voor specifieke toepassingen. Bij hogesnelheidssnijlijnen worden cirkelmessen gebruikt om spoelen in de lengte door te snijden, terwijl het materiaal in meerdere kleinere spoelen wordt teruggespoeld. De kwaliteit van de snijkant is afhankelijk van de scherpte van het mes en de juiste afstelling. Botte messen veroorzaken bramen die secundair ontbramen vereisen. De aanslag van warmgewalst staal kan de slijtage van het mes versnellen, dus frequente meswisselingen of hardmetalen gereedschap kunnen nodig zijn voor het snijden van grote volumes.
Door op lengte te snijden, wordt de spoel omgezet in vlakke platen met gespecificeerde afmetingen. Op maat gesneden lijnen ontrollen, platmaken en knippen het materiaal in vellen die worden gestapeld voor eenvoudige hantering en verdere verwerking. De interne spanningen van warmgewalst staal zijn minimaal, dus gesneden platen liggen over het algemeen plat zonder overmatige krul of welving. Het ruwe oppervlak kan echter schurend zijn voor de aanvoer van rollen en nivelleringsapparatuur, waardoor vaker onderhoud nodig is dan koudgewalste verwerking.
Vormbewerkingen zoals buigen, stampen en rolvormen werken goed met warmgewalst staal dankzij de uitstekende ductiliteit. De zachtheid van het materiaal in vergelijking met koudgewalst staal vermindert vervormingskrachten en gereedschapsslijtage. De ruwe oppervlakteafwerking kan echter het uiterlijk in zichtbare gebieden beïnvloeden en kan vlekken of galvormende stempels veroorzaken. Terugvering is over het algemeen minder problematisch bij warmgewalst staal dan bij koudgewalst staal, waardoor de buighoekberekeningen worden vereenvoudigd.
Het lassen van warmgewalst staal verloopt soepel met de meest voorkomende lasprocessen, waaronder MIG, TIG, stick en flux-core. De oppervlakteaanslag moet van de lasgebieden worden verwijderd door middel van slijpen, staalborstelen of beitsen om gezonde lasnaden te garanderen. De chemische samenstelling van warmgewalst staal is doorgaans eenvoudig zonder een hoog legeringsgehalte, waardoor het lasvriendelijk is met standaardprocedures. Voorverwarmen kan nodig zijn voor dikke delen of materialen met een hoog koolstofgehalte om scheuren te voorkomen.
De bewerkingseigenschappen van warmgewalst staal liggen tussen vrij verspanende kwaliteiten en moeilijk te bewerken legeringen. Het materiaal snijdt redelijk goed met gereedschap van hardmetaal of snelstaal. Het ruwe oppervlak en de potentiële schaal kunnen snijgereedschappen sneller bot maken dan het bewerken van gebeitste of koudgewalste materialen. Verwacht een gemiddelde standtijd en plan gereedschapswissels dienovereenkomstig bij bewerkingen met grote volumes.
Om ervoor te zorgen dat warmgewalste staalrollen aan de specificaties voldoen, is een systematische kwaliteitscontrole tijdens de productie en bij ontvangst vereist. Deze test- en inspectiemethoden verifiëren de materiaaleigenschappen en identificeren defecten voordat ze problemen veroorzaken bij de fabricage of het onderhoud.
Analyse van de chemische samenstelling bevestigt dat het staal voldoet aan de kwaliteitsspecificaties voor koolstofgehalte, mangaan, zwavel, fosfor en andere legeringselementen. Fabrieken voeren doorgaans spectroscopische analyses uit tijdens de productie en leveren gecertificeerde fabriekstestrapporten waarin de samenstelling wordt gedocumenteerd. Wanneer kritische toepassingen verificatie vereisen, bieden onafhankelijke laboratoriumtests met behulp van optische emissiespectroscopie of röntgenfluorescentie bevestiging.
Bij het testen van mechanische eigenschappen worden de treksterkte, vloeigrens en rek geëvalueerd via gestandaardiseerde procedures. Proefmonsters gesneden uit spoelmonsters ondergaan trekproeven om deze eigenschappen te meten. Resultaten moeten binnen het opgegeven bereik voor het cijfer vallen. Hardheidstesten met behulp van Rockwell- of Brinell-methoden bieden een snelle controle van de relatieve sterkte en consistentie over een spoel.
Dimensionale inspectie verifieert dat de dikte, breedte en vlakheid voldoen aan de toleranties. Diktemeters meten op meerdere punten over de breedte om kronen of dunner worden van de randen te detecteren. Breedtemetingen bevestigen dat de spoel overeenkomt met de bestelde afmetingen. De vlakheid kan visueel worden beoordeeld of, indien kritisch, met gespecialiseerde apparatuur. Inspectie van de randconditie controleert op spleten, scheuren of overmatige golving die verwerkingsproblemen kunnen veroorzaken.
Inspectie van de oppervlaktekwaliteit identificeert defecten zoals kalkverlies, groeven, krassen of roest die het eindproduct kunnen aantasten. Hoewel warmgewalst staal inherent een ruw oppervlak heeft, zijn buitensporige defecten die verder gaan dan de normale walshuid onaanvaardbaar. Inspectie vindt doorgaans plaats tijdens het afrollen of de eerste verwerking, waarbij het gehele oppervlak kan worden onderzocht. Ernstige gebreken kunnen afkeuring of prijsaanpassing rechtvaardigen.
Fabriekscertificeringen en traceerbaarheidsdocumentatie bieden essentiële kwaliteitsgegevens. Gecertificeerde testrapporten van fabrieken beschrijven de chemische samenstelling, mechanische eigenschappen en testprocedures voor elke spoel of productiepartij. Het onderhouden van deze documenten ondersteunt kwaliteitssystemen, klantvereisten en naleving van de regelgeving. Warmtenummers die op de spoelen zijn gestempeld of geverfd, maken het mogelijk om materiaal terug te traceren naar specifieke productiebatches als er zich problemen voordoen.
Warmgewalste staalrollen maken deel uit van een van de meest succesvolle recycling-ecosystemen in de productie. Door de milieuaspecten van de staalproductie en recycling te begrijpen, kunnen bedrijven hun duurzaamheidsdoelstellingen verwezenlijken en tegelijkertijd de kosten verlagen.
Staal is oneindig recycleerbaar zonder kwaliteitsverlies, wat betekent dat schrootstaal voor onbepaalde tijd kan worden omgesmolten en omgevormd tot nieuwe producten. Ongeveer 90% van het staal dat in de bouw- en automobielsector wordt gebruikt, wordt uiteindelijk gerecycled in plaats van gestort. Dit uitzonderlijke recyclingpercentage maakt staal tot een van de meest milieuverantwoorde structurele materialen die er zijn.
Moderne staalfabrieken maken bij de productie gebruik van aanzienlijk gerecycled materiaal. Elektriciteitsboogovenfabrieken (EAF) kunnen staal produceren uit bijna 100% schrootinvoer, terwijl geïntegreerde molens die hoogovens gebruiken doorgaans 25-40% schroot verwerken, samen met nieuw ijzererts. Deze gerecyclede inhoud vermindert het energieverbruik, de uitstoot van broeikasgassen en de winning van natuurlijke hulpbronnen in vergelijking met de productie van staal dat volledig uit grondstoffen bestaat.
De energie-efficiëntie bij warmwalsen is dankzij technologische vooruitgang aanzienlijk verbeterd. Warmteterugwinningssystemen vangen afvalwarmte op van wals- en koelprocessen. Computergestuurde bewerkingen optimaliseren temperatuurprofielen en walsschema's om het energieverbruik te minimaliseren. Moderne fabrieken verbruiken ongeveer 50% minder energie per ton geproduceerd staal vergeleken met de activiteiten van enkele decennia geleden.
Bij de planning van het einde van de levensduur moet rekening worden gehouden met de manier waarop warmgewalste staalproducten zullen worden gerecycled. Ontwerp voor demontageprincipes maken het gemakkelijker om stalen componenten van andere materialen te scheiden tijdens sloop of sloop. Het vermijden van composietmaterialen die moeilijk te scheiden zijn, verhoogt het recyclingpercentage. De keuze van verf en coating kan ook de recycleerbaarheid beïnvloeden: sommige coatings bemoeilijken recycling, terwijl andere een minimale impact hebben.
Door schrootbeheer tijdens de fabricage wordt waardevol materiaal teruggewonnen en de kosten voor afvalverwerking verlaagd. Afgesneden stukken, afgekeurde onderdelen en processchroot hebben allemaal waarde voor schroothandelaren. Door het afval op kwaliteit te ordenen en het vrij van verontreiniging te houden, wordt de waarde gemaximaliseerd. Veel fabrikanten genereren aanzienlijke inkomsten uit de verkoop van schroot die de grondstofkosten compenseren.
De warmgewalste staalindustrie blijft zich ontwikkelen door technologische innovaties, veranderende markteisen en duurzaamheidsinitiatieven. Door op de hoogte te blijven van deze trends kunnen fabrikanten anticiperen op veranderingen en nieuwe kansen benutten.
Geavanceerde hogesterktestaalsoorten (AHSS) breiden zich uit van koudgewalste toepassingen naar warmgewalste producten. Deze gespecialiseerde staalsoorten bereiken een hogere sterkte bij een lager gewicht door zorgvuldige legering en thermische verwerking. De derde generatie AHSS combineert uitzonderlijke sterkte met verbeterde vervormbaarheid, waardoor lichtere constructies mogelijk zijn die de veiligheid en duurzaamheid behouden of verbeteren. Auto- en bouwtoepassingen specificeren deze materialen steeds vaker om te voldoen aan gewichtsreductie- en prestatiedoelstellingen.
Digitale transformatie en Industrie 4.0-technologieën zorgen voor een revolutie in de staalproductie. Real-time monitoringsystemen volgen elk aspect van de walsoperaties, waardoor directe aanpassingen mogelijk zijn om de kwaliteit te behouden. Voorspellende onderhoudsalgoritmen anticiperen op apparatuurstoringen voordat deze zich voordoen, waardoor de uitvaltijd wordt verminderd. Kunstmatige intelligentie optimaliseert walsschema's, voorspelt materiaaleigenschappen en verbetert de opbrengst. Deze technologieën verhogen de productiviteit en verbeteren tegelijkertijd de productconsistentie.
Duurzaamheidsinitiatieven zorgen voor veranderingen in de staalproductieprocessen en het productaanbod. Op waterstof gebaseerde directe reductieprocessen beloven een productie van bijna nul koolstofstaal, hoewel de implementatie op commerciële schaal nog jaren zal duren. Technologieën voor het afvangen en vastleggen van koolstof kunnen het voortgezette gebruik van traditionele hoogovens met drastisch verminderde emissies mogelijk maken. Fabrieken bieden steeds vaker producten aan met gecertificeerde gerecyclede inhoud en documentatie over de CO2-voetafdruk om de duurzaamheidsrapportage van klanten te ondersteunen.
Optimalisatie van de toeleveringsketen door verbeterde logistiek en voorraadbeheer helpt fabrieken en servicecentra sneller te reageren op de behoeften van klanten. Just-in-time leveringssystemen verminderen de voorraadvereisten van de klant en garanderen tegelijkertijd de beschikbaarheid van materiaal. Er ontstaan digitale marktplaatsen die kopers en verkopers efficiënter met elkaar verbinden, waardoor de transactiekosten mogelijk worden verlaagd en de prijstransparantie wordt verbeterd.
Mondiale capaciteitsverschuivingen blijven het concurrentielandschap hervormen, omdat de productie zich verplaatst naar regio's met lagere kosten of nabijheid van groeiende markten. Door deze verschuivingen te begrijpen, kunnen kopers de aanbodbronnen diversifiëren en de risico's beheersen. Handelsbeleid, inclusief tarieven, quota en handelsovereenkomsten, heeft een aanzienlijke invloed op de prijzen en beschikbaarheid, waardoor het essentieel is om de ontwikkelingen op het gebied van de regelgeving in de belangrijkste productieregio's te monitoren.
Met hoge roestwerende prestaties worden ze populair gebru...
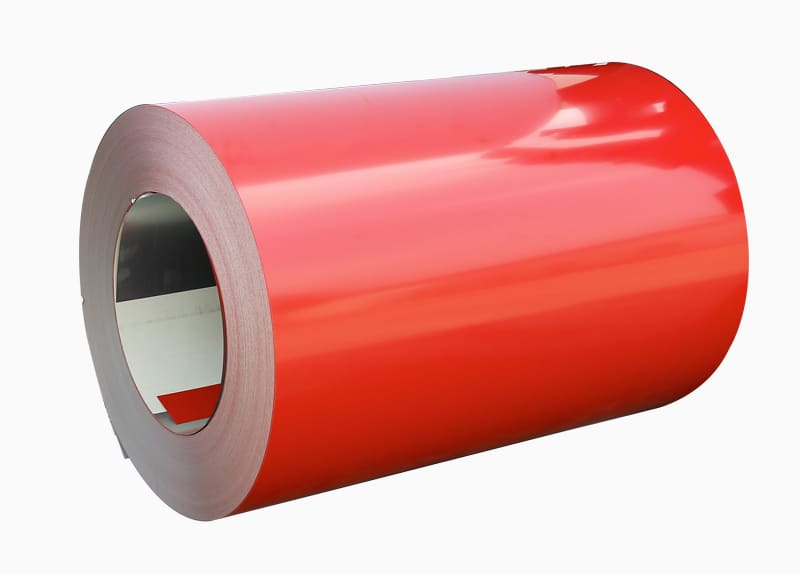
De volledige naam PPGI / PPGL COIL is een voorgelakte geg...
Haven: Zhejiang, China Voordelen van onze voorgelakte ...

TOEPASSING VAN PPGI Constructie:Buiten:Werkplaats, lan...




