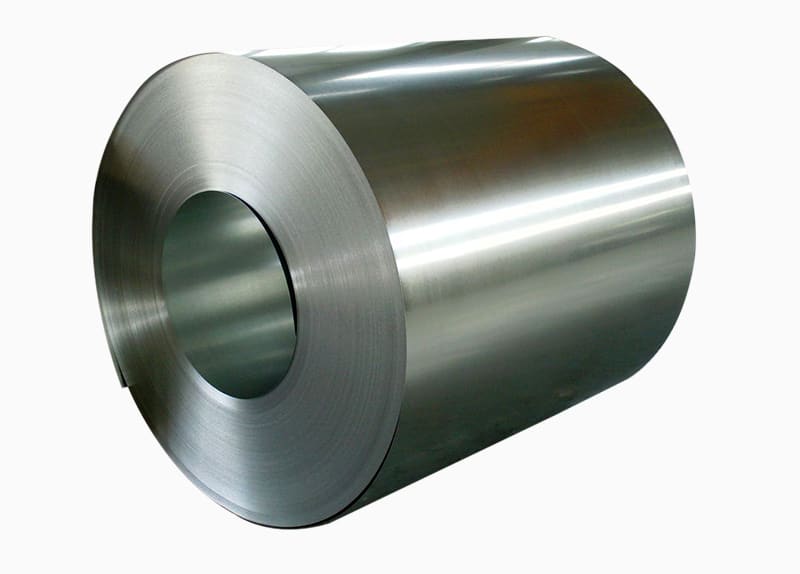
Summary: In de kleur stalen spoel productieproces kan het substraat met een maximale snelheid van 140 m/min door ...
In de
kleur stalen spoel productieproces kan het substraat met een maximale snelheid van 140 m/min door de bakoven. Om een bevredigende uithardingstijd te garanderen, bedraagt de lengte van de bakoven doorgaans 30-50 meter. Nadat het substraat is geverfd, zijn beide zijden natte verffilms. Om het substraat door de ovenholte te laten hangen, zijn er over het algemeen twee soorten ovens: luchtzwevend en hangend.
Het luchtzwevende type gebruikt de opwaartse luchtstroom in de oven om het substraat vast te houden; het ophangingstype gebruikt de spanning die wordt gegenereerd door de spanrollen voor en na de strip om de positie van de strip in de oven te regelen. Door de grote afstand zal het substraat een zekere mate van doorbuiging vertonen. De ovenholte moet ontworpen zijn als een omgekeerd boogtype. De kleurcoatingeenheid wordt over het algemeen verwarmd door hete lucht, en er is ook een methode om het uitlaatgas van gasverbranding te verwarmen. De temperatuur in de oven is ter controle verdeeld in 4 ~ 5 gebieden, zodat de temperatuurcurve in de oven kan worden aangepast aan de eisen van de gebruikte verf.
Er zijn nu twee verwarmingsmethoden beschikbaar, lineair en gebogen, voor het uitharden van coatings. Het lineaire type verwijst naar de uithardingsmethode waarbij de oventemperaturen van 4 tot 5 gebieden van de bakoven volledig consistent zijn; het gebogen type verwijst naar de methode om de uitharding van de verf te regelen door verschillende temperaturen in de 4 tot 5 gebieden in de oven. De lengte van de oven is bijvoorbeeld 50 m, de snelheid van de eenheid is 120 m/min en het stripstaal met een dikte van 0,5 mm kan worden verwarmd bij dezelfde oventemperatuur van 310 °C, 310 °C, Er kunnen 310 °C, 310 °C en 310 °C of 210 °C worden gebruikt. , 260 ℃, 330 ℃, 350 ℃, 320 ℃ 5 verschillende curve oventemperaturen voor verwarming. De beste vereisten voor de temperatuurcurve van elke eenheid voor elke coating worden in de praktijk bepaald.